10 Form P6401-Edition 6
Assembly
General Instructions
1. Always press on the inner ring of a ball–type bearing
when installing the bearing on a shaft.
2. Always press on the outer ring of a ball–type bearing
when pressing the bearing into a bearing recess.
3. Whenever grasping a tool or part in a vise, always use
leather–covered or copper–covered vise jaws. Take extra
care not to damage threads or distort housings.
4. Except for bearings, clean every part and wipe every part
with a thin film of oil before installation.
5. Check every bearing for roughness. If an open bearing
must be cleaned, wash it thoroughly clean suitable
solution and dry with a clean cloth. Sealed or shielded
bearings should not be cleaned. Work grease into every
bearing before installation.
6. Apply a film of O–ring lubricant to every O–ring before
installation.
7. Unless otherwise noted, always press on the stamped
end of a needle bearing when installing a needle bearing
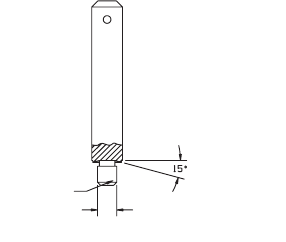
into a recess. Use a bearing inserting tool similar to the
one shown in Dwg. TPD786.
NEEDLE BEARING INSERTING TOOL
(Dwg. TPD786)
Assembly of Series 92NB and 92RB Gearing
1. Using a bearing inserting tool, press the Intermediate
Gear Pinion Roller Bearing (28) into the Intermediate
Gear Pinion (27).
2. Using a piece of tubing that contacts the outer ring of the
Intermediate Gear Pinion Bearing (29), press the Bearing
into the large bearing recess in the spindle side of the
Gear Box Frame (19).
3. Insert the shaft of the Intermediate Gear Pinion through
the Bearing and Frame, and rest the assembly on the
table of an arbor press with the pinion shaft upward and
the gear end face of the pinion supported.
4. Insert the two Second Stage Intermediate Gear Keys (26)
into the slots in the shaft and press the Second Stage
Intermediate Gear (25) onto the pinion shaft capturing the
Gear Box Frame within the assembly.
5. Using a piece of tubing that contacts the inner ring of the
Third Stage Intermediate Gear Bearing (30), press a
Bearing onto each shaft of the Third Stage Intermediate
Gear (31).
6. Place the assembled Gear Box Frame on a workbench
with the roller bearing end of the Pinion upward.
7. Position the Bearing nearest the large spline on the shaft
of Third Stage Intermediate Gear above the bearing
recess in the Gear Box Frame. Engage the large spline of
the Gear with the spline of the Pinion while pushing the
Bearing into the recess.
8. Using a piece of tubing that contacts the inner ring of the
Motor Shaft Front Bearing (35), press the Bearing onto
the output end of the Motor Shaft (36).
9. Install the Motor Shaft Thrust Bearing (33) followed by the
Motor Shaft Thrust Bearing Race (32) onto the opposite
end of the Motor Shaft and insert the assembled Shaft,
Bearing Race leading, into the Pinion Roller Bearing.
10. Place one of the Gear Box Gaskets (20) onto the Gear
Box Frame making certain the Gasket fits over the
alignment pin in the Frame and fits well around the large,
raised alignment hub.
11. Using a dowel, push the Motor Shaft Seal (39), small
opening leading, into the recess in the Gear Box Cover
Assembly (38).
12. Position the Cover over the Box Frame and install the
Seal on the Motor Shaft by bringing the Cover down
against the Gasket. Make certain the alignment pin and
hub on the Frame enter the hole and recess in the Cover.
13. Turn the assembly over so that the output end of the
Motor Shaft is downward.
14. Using a piece of tubing that contacts the inner ring of the
First Stage Intermediate Gear Front Bearing (23), press
the Bearing onto the shaft adjacent to the small spline of
the First Stage Intermediate Gear (21).
15. Using a piece of tubing that contacts the inner ring of the
First Stage Intermediate Gear Rear Bearing (22), press
the Bearing onto the shaft adjacent to the large spline of
the First Stage Intermediate Gear (21).
16. Position the Bearing nearest the smaller spline on the
shaft of the First Stage Intermediate Gear above the
bearing recess in the Gear Box Frame. Engage the
smaller spline of the Gear with the spline of the Second
Stage Intermediate Gear while pushing the Bearing into
the recess.
17. Using a piece of tubing that contacts the inner ring of the
Intermediate Gear Pinion Rear Bearing (24), press a
Bearing onto the shaft of the Intermediate Gear Pinion.
18. Place the remaining Gear Box Gasket onto the Gear Box
Frame making certain the Gasket fits over the alignment
pin in the Frame and fits well around the large, raised
alignment hub.
19. Position the Gear Box (18) over the assembly and bring
the Gear Box down against the Gasket while making sure
the Bearings enter the bearing recesses in the Gear Box.
Make certain the alignment pin and hub on the Frame
enter the hole and recess in the Gear Box.
20. While keeping the assembly together, turn it over and
insert the eleven Gear Box Cover Cap Screws (41) with
their Lock Washers (42) through the holes of the Cover
and Frame and into the Gear Box. Tighten the Screws
evenly, a little at a time, using an alternating pattern. Use
the Screws to draw the assembly together without
distortion and without binding.
Assembly of Series 92NA and 92RA Gearing
1. Insert the two Motor Shaft Gear Keys (26) into the slots in
the Motor Shaft (36) and press the Motor Shaft Gear (34)
onto the Motor Shaft.
2. Using a dowel, push the Motor Shaft Seal (39), small
opening leading, into the recess in the Gear Box Cover
Assembly (38).
3. Using a piece of tubing that contacts the inner ring of the
Motor Shaft Front Bearing (35), press the Bearing onto
the output end of the Motor Shaft.
4. Using a piece of tubing that contacts the inner ring of the
Motor Shaft Rear Bearing (24), press a Bearing onto the
motor end of the Motor Shaft.
5. Insert the output end of the Motor Shaft through the Motor
Shaft Seal and push it into the into the gear Box Cover
Assembly until the Motor Shaft Front Bearing seats in the
bearing recess.
SHOULDER TO
REGULATE DEPTH
PILOT TO FIT I.D. OF BEARING.
LENGTH OF PILOT TO BE
APPROXIMATELY 1/8” LESS
THAN LENGTH OF BEARING













