6 - 30
6 Spindle Adjustment
MITSUBISHI CNC
6.1.10 High-response Acceleration/Deceleration Function
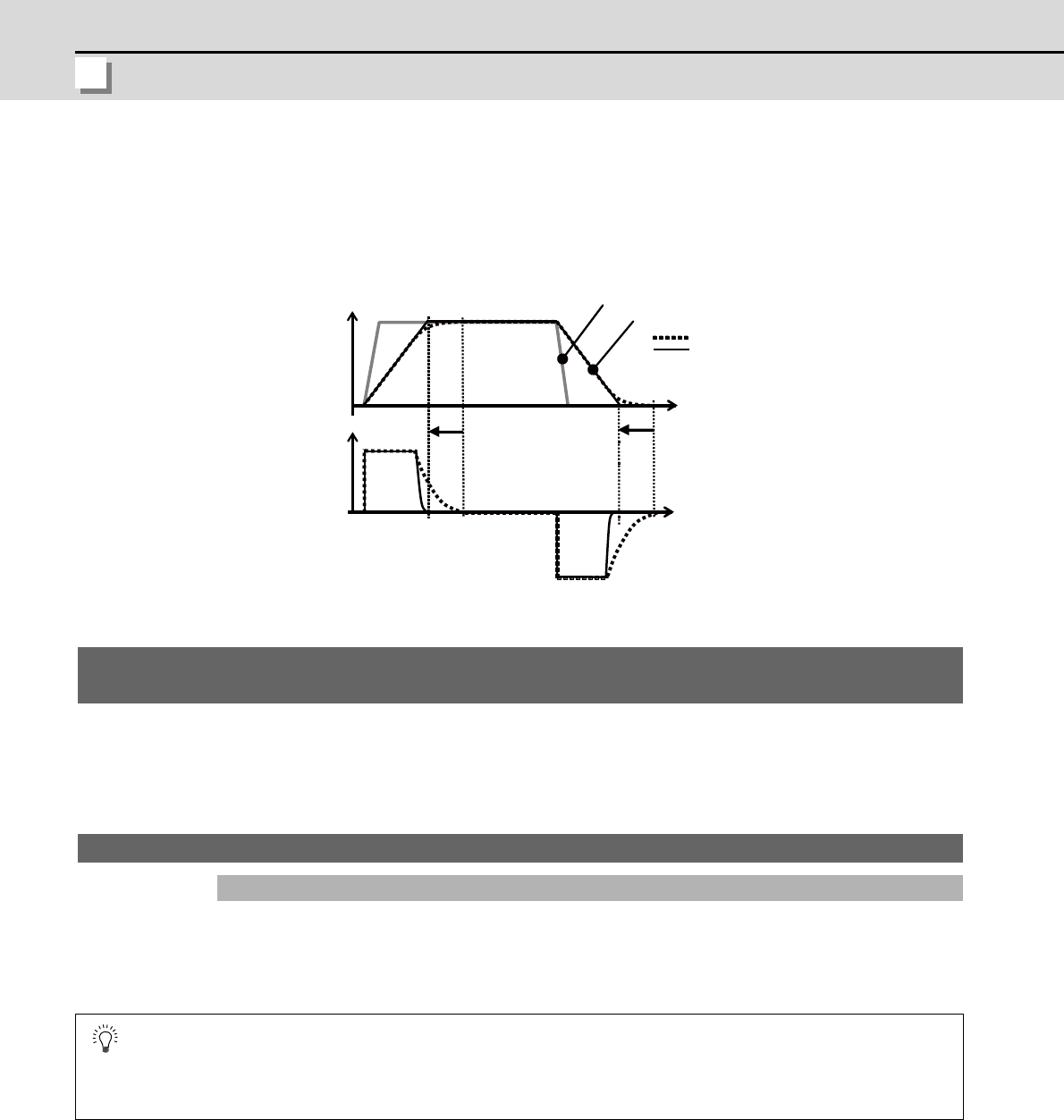
Under continuous position control method makes position droop is set with primary delay depending on the position
control gain during the acceleration/deceleration by S command. If the position gain is set lower, the zero speed
detection which indicates the spindle stop is more conspicuously delayed.
This function enables the position droop’s primary delay to be shorter and the zero speed detection to be faster.
【#13095】 SP095 VIAX Lead compensation scale during high-response acceleration/
deceleration
Set the magnification against delay/lead compensation (SP006) of the high-response acceleration/
deceleration (valid when SP226/ bitD is set to "1").
Normally, set to "0". Set this parameter to suppress overshooting when the speed is reached.
---Setting range---
0 to 10000 (0.01%)
【#13226】 SP226 SFNC6 Spindle function 6
bit D : vup High response acceleration / deceleration
This suppresses a temporal delay which occurs when the target speed is attained from acceleration
and when the spindle stops from deceleration.
0: Normal acceleration/deceleration 1: High response acceleration/deceleration Enable
POINT
This function is invalid during orientation and interpolation control (spindle synchronous/C axis/synchronous tapping
control) even when it is set.
0
0















































































































































































































































































































































































































































































































































































































