



















Chapter 10 Adjustment
10–6
(3) SHG control (option function)
If the position loop gain is increased or feed forward control (CNC function ) is used to shorten the
settling time or increase the precision, the machine system may vibrate easily.
SHG control changes the position loop to a high-gain by stably compensating the servo system
position loop through a delay. This allows the settling time to be reduced and a high precision to
be achieved.
(Feature 1) When the SHG control is set, even if PGN1 is set to the same value as the
conventional gain, the position loop gain will be doubled.
(Feature 2) The SHG control response is smoother than conventional position control during
acceleration/deceleration, so the gain can be increased further with SHG control
compared to the conventional position control.
(Feature 3) With SHG control, a high gain is achieved so a high precision can be obtained during
contour control.
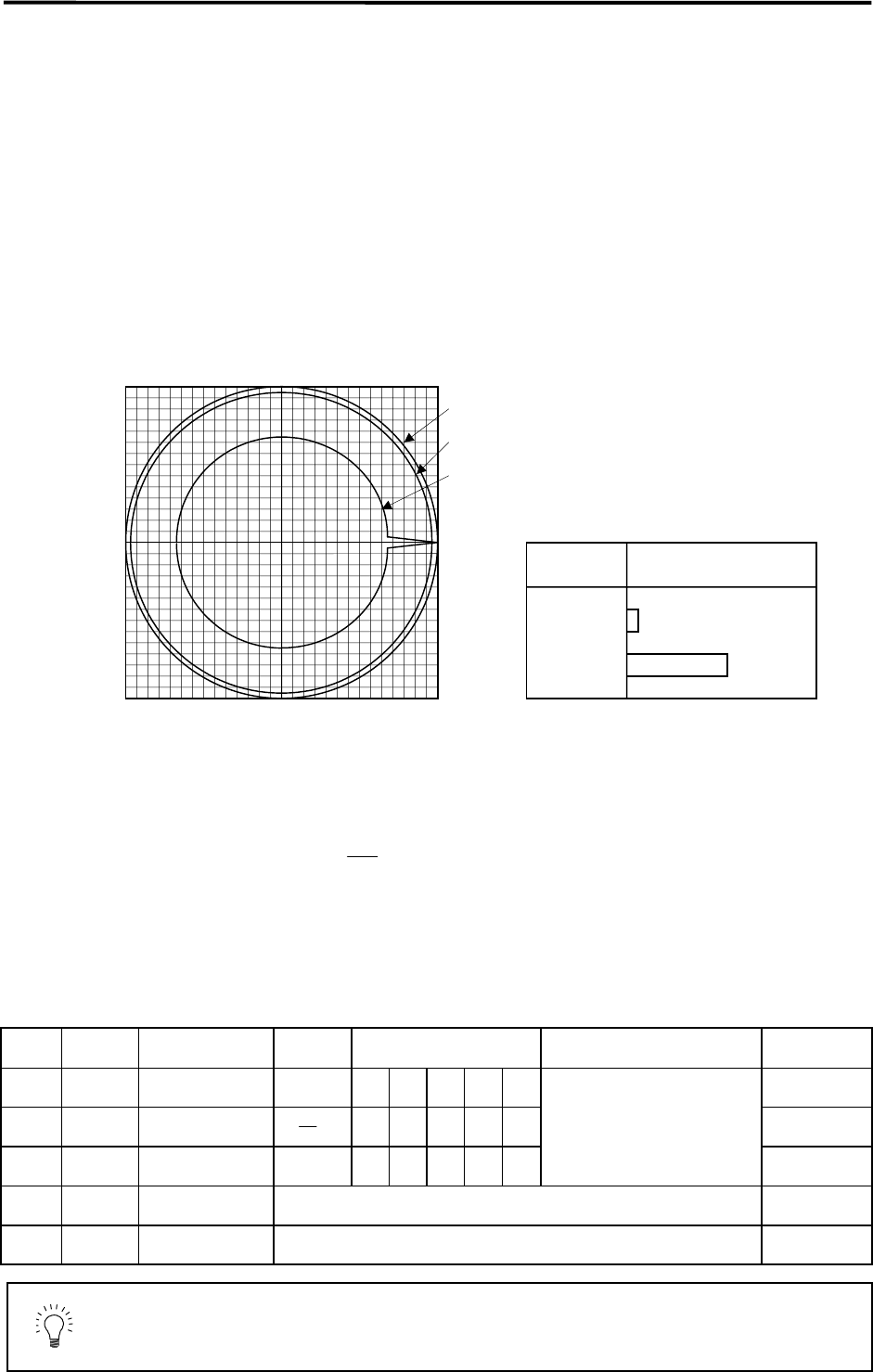
The following drawing shows an example of the improvement in roundness
characteristics with SHG control.
Shape error characteristics
During SHG control, PGN1, PGN2 and SHGC are set with the following ratio.
PGN1 : PGN2 : SHGC = 1 :
8
3
: 6
During SHG control even if the PGN1 setting value is the same, the actual position loop gain will
be higher, so the speed loop must have a sufficient response. If the speed loop response is low,
vibration or overshooting could occur during acceleration/deceleration in the same manner as
conventional control. If the speed loop gain has been lowered because machine resonance
occurs, lower the position loop gain and adjust.
No. Abbrev. Parameter name
Setting
ratio
Setting example Explanation Setting range
SV003
(SV049)
PGN1
(PGN1sp)
Position loop gain 1
1 23 26 33 38 47
1 to 200
SV004
(SV050)
PGN2
(PGN2sp)
Position loop gain 2 8
3
62 70 86 102
125
0 to 999
SV057
(SV058)
SHGC
(SHGCsp)
SHG control gain
6 140 160 187 225 281
Always set a combination of the
three parameters.
0 to 1200
SV008 VIA Speed loop leading
compensation
Set 1900 as a standard for SHG control. 1 to 9999
SV015 FFC Acceleration feed
forward gain
Set 100 as a standard for SHG control. 0 to 999
POINT
The SHG control is an optional function. If the option is not set in the CNC, the
alarm 37 (at power ON) or warning E4, Error Parameter No. 104 (2304 for
M50/M64 Series CNC) will be output.
F=3000mm/min
ERROR=5.0µm div
–50.0 50.0 0.0
0.0
–50.0
50.0
2.5
22.5
(1) : Commanded path
(2) : SHG control (PGN1=47)
(3) : Conventional control (PGN1=33)
Control
method
<Effect>
Roundness error (
µ
m)
SHG control
Conventional
control