



















APPENDIX 7 CABLE MANUFACTURING DRAWINGS
Appendix 7.10 FCUA-R050 Cable Manufacturing Drawing
I - 95
Appendix 7.10 FCUA-R050 Cable Manufacturing Drawing
Application :
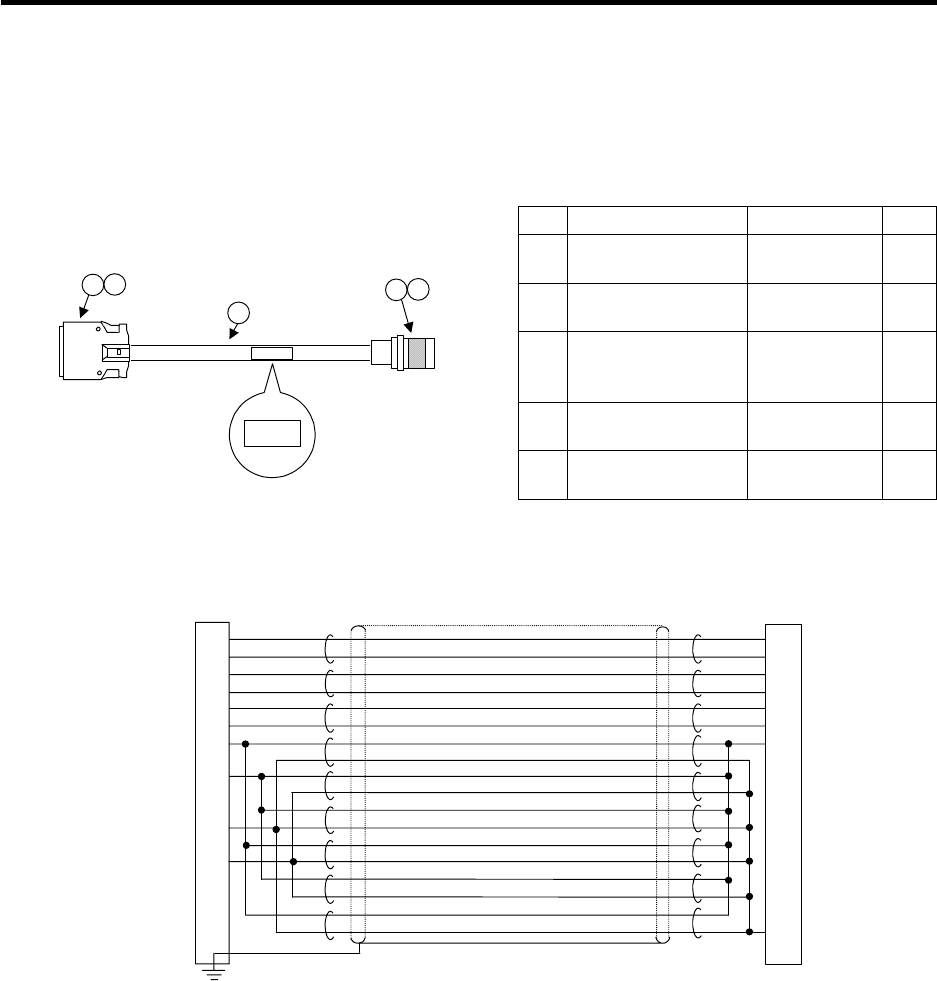
Control unit - synchronous feed encoder
connection (Straight type)
Option (Compatible connector set)
FCUA-CS050
List of parts used
Note (3)
R050
3
1
2
Control unit side
4
5
Synchronous feed
encoder side
R050
Assembly drawing
No. Part name/type Maker Q'ty
1
Connector
10120-3000VE
Sumitomo 3M 1
2
Connector case
10320-52F0-008
Sumitomo 3M 1
3
Wire material
UL1061-2464
AWG22 × 12P
Note (1)
(1)
4
Straight plug
MS3106B20-29S
ITT Cannon 1
5
Cable clamp
MS3057-12A
ITT Cannon 1
Maximum cable length: 30m
2
12
3
13
4
14
10
20
1
11
Case GND plate
Control unit side
Synchronous feed
encoder side
PC1
PC1*
PB1
PB1*
PA1
PA1*
+5V
+5V
GND
GND
B
P
C
R
A
N
H
K
Connection diagram
Manufacturing precautions
(1) The wire material shall be a shielded, 12-pair stranded cable equivalent to UL1061-2464
Standards AWG22 (0.3mm
2
).
(2) The parts used shall be Mitsubishi recommended parts. Equivalent parts may be used providing
they are compatible with the specifications.
(3) Attach the nameplate (with protective cover stamped with the cable name) in the position
designated in the assembly drawing.
(4) Fold the wire material shield on the control unit side over the sheath, and wrap copper foil tape
over it. Connect to the connector case GND plate.
(5) For the batch connection treatment and shield treatment wire, use AWG24 (0.2mm
2
) or
equivalent.
(6) In the catalog specifications, the part 1 connector uses AWG24 (0.2mm
2
) or less wire material,
but AWG22 (0.3mm
2
) can also be used.